Simulate reclamping in control simulators
Last change: Apr 28, 2024
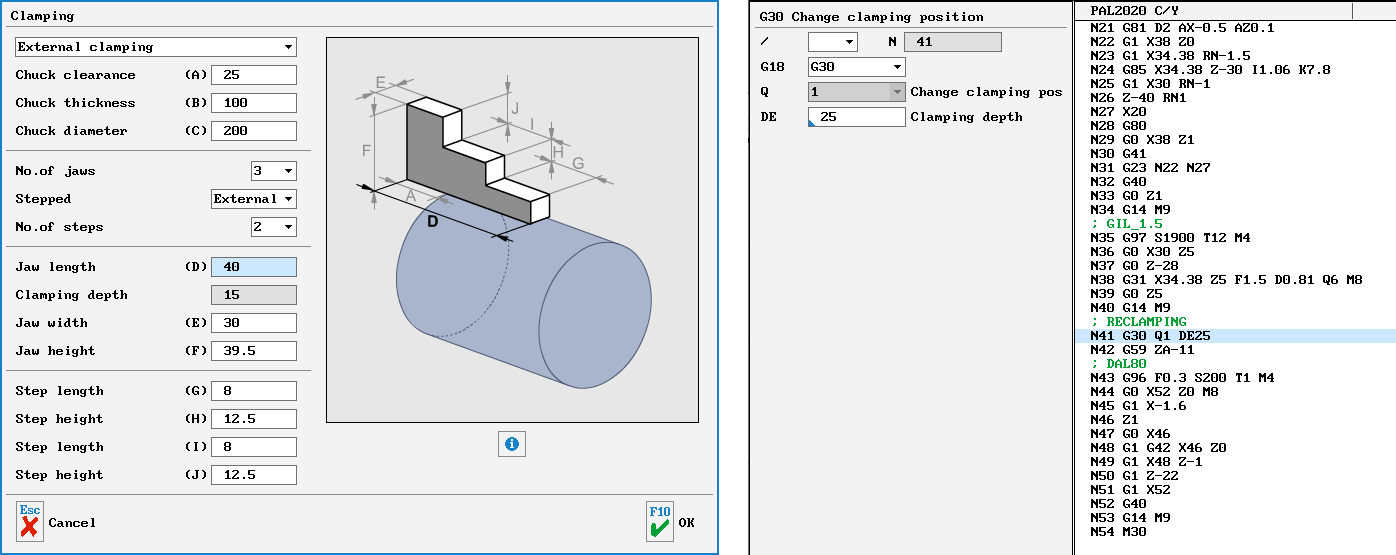
After PAL turning (and this is also how it is implemented in the PAL simulator), there is a G30 Q1 command for simulating a manual reclamping process. The clamping depth on the second side is defined with the address DE. The clamping depth for the first side, on the other hand, is not in the program, but is defined when the NC program is created (or subsequently via F1 File > F2 Settings > F3 Clamping ...) via the difference between the "Jaw length (D)" and the "Chuck clearance (A)".
The difference between the clamping depth of the first and second side plus the dimension that was face-turned on the first side determines by how many millimetres the zero point in Z must be shifted for the second side (either via G59 or via a second zero point, e.g. G55).
The control simulators in SYMplus™ and, as a rule, the corresponding controls that are simulated with them do not have a comparable function to G30. However, it is still possible to simulate a reclamping process and subsequent rear-end machining in these simulators. The fictitious M function M999 is used for this purpose.
If these are programmed in the control simulators for HAAS, SIEMENS, TRAUB, GILDEMEISTER etc., the workpiece is turned over and the simulation (corresponding to an M0) is stopped. However, it is not possible to operate with different clamping depths here. The zero point therefore remains unchanged compared to the first side or is only shifted by the dimension removed by facing on the first side, e.g. with G59 Z-1.
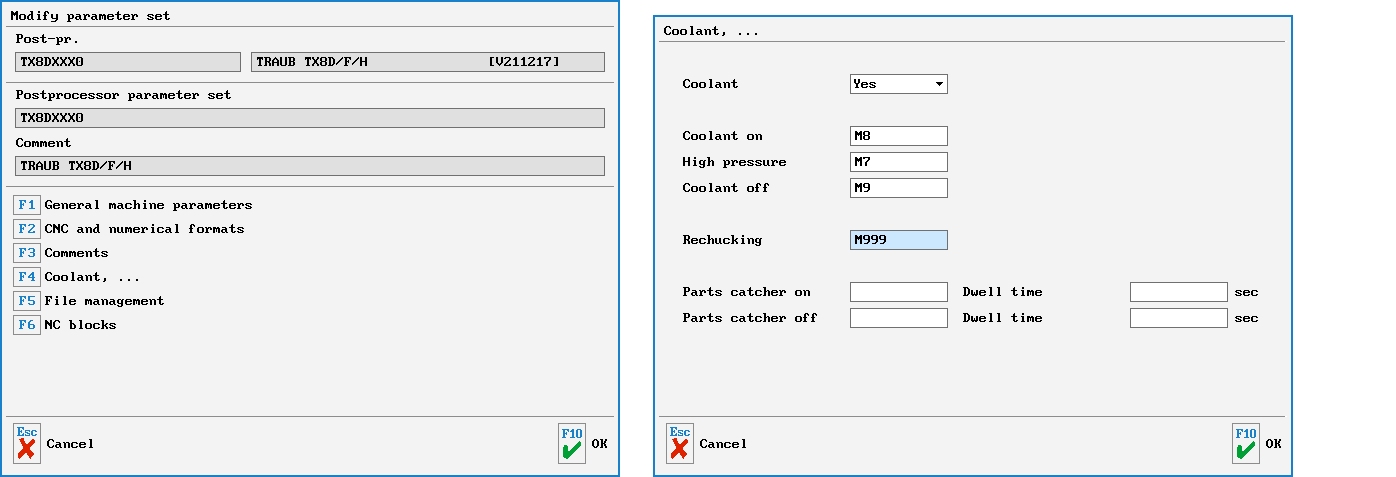
In the Postprocessor settings, it is possible to store the M999 function for reclamping under F3 Coolant ... The field is empty on delivery. Please note, however, that you may have to adjust the zero point position for the simulation in the simulator. Of course, the same applies vice versa on the control unit of the machine if you want to implement the program in practice later.