
Tool change position PAL Turning
Last change: Jun 19, 2024
According to PAL (and also according to PAL2020), the G14 command can be used to move to a tool change point stored in the (fictitious) controller, the coordinates of which refer to the tool carrier reference point.
In SYMplus™, coordinates for this can be found in the default settings (X400, Z420). There is usually no need to change these. However, if you want to (or need to correct them because a user has changed the default settings by mistake), you can do so:
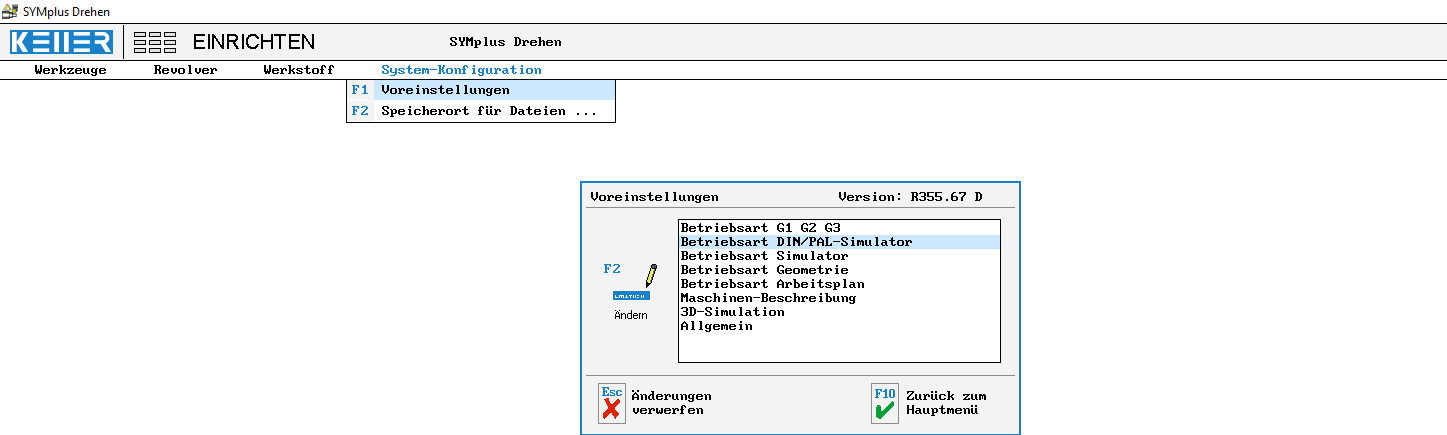
Operating mode F8 Setup > F4 System configuration > F1 Presettings > Mark "Operating mode DIN/PAL-Simulator" > F2 Modify.
Under F1 to F6 you now have individual default settings for each "mode" (some may be grayed out, depending on the license). If you are working in "PAL2020 C/Y" mode, for example, continue with F6. Under F5 Clamping you will then find these coordinates at the bottom of the dialog.
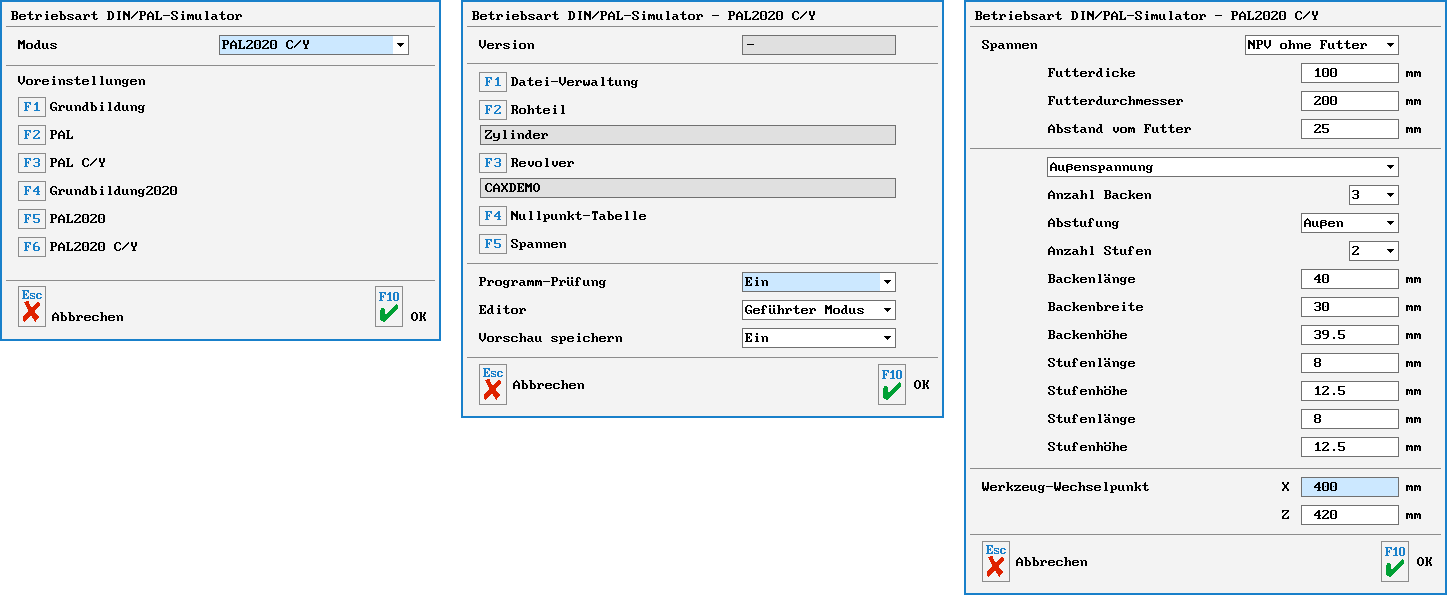
Attention: Do NOT change the setting "Clamping" : "NPV w/o chuck" on this page. This has nothing to do with the display of the chuck in the simulation, but with the calculation of the chuck and raw part length for the zero point position.
If you also work alternately in other modes, you may also modify the default settings for these in the same way.